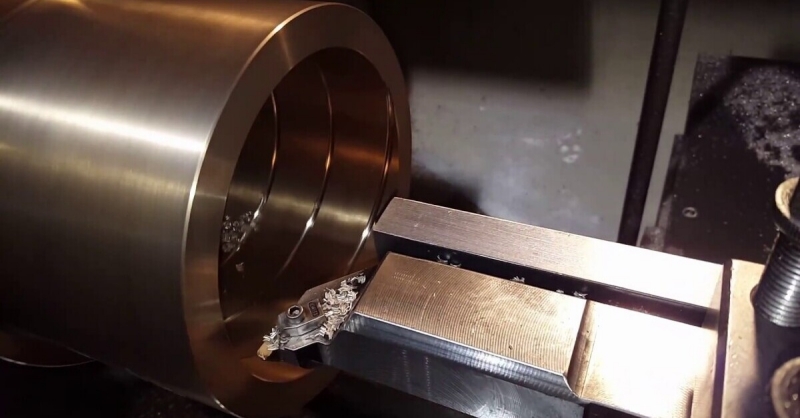
ग्रूविंग एक अपेक्षाकृत जटिल प्रक्रिया है। ग्रूविंग में अच्छा काम करने के लिए, आपको पहले ग्रूव के प्रकार को समझना होगा। सामान्य खांचे के प्रकारों में बाहरी गोलाकार खांचे, आंतरिक छेद वाले खांचे और अंतिम चेहरे वाले खांचे शामिल हैं। यद्यपि प्रसंस्करण कठिन है, मशीनिंग केंद्र को यथोचित रूप से संचालित करके ग्रूविंग को प्रभावी ढंग से पूरा किया जा सकता है।
ग्रूविंग क्या है?
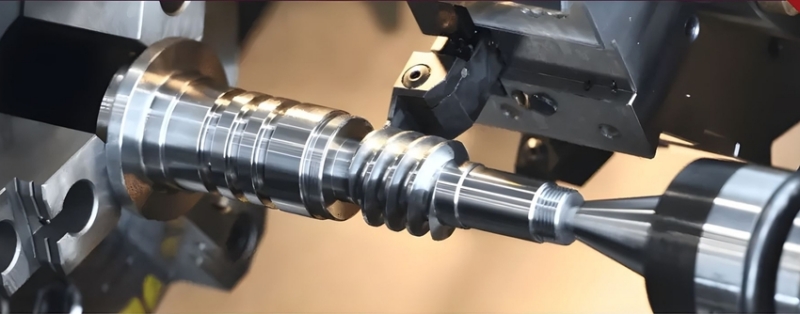
वास्तव में, सभी उपकरण काटने में, चाहे उपकरण सामग्री धातु या गैर-धातु हो, और वर्कपीस रोटेशन या टूल रोटेशन की प्रसंस्करण विधि की परवाह किए बिना, जब तक कि नाली-प्रकार के उपकरण का उपयोग नाली को काटने के लिए किया जाता है वर्कपीस, इसे माना जा सकता हैग्रूविंग प्रसंस्करण.
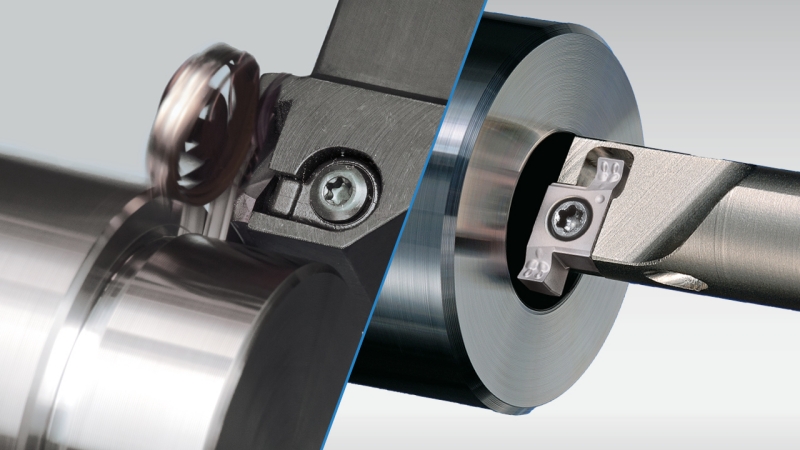
के लिएआंतरिक ग्रूविंग, सबसे अच्छा मशीनिंग प्रभाव तब प्राप्त होता है जब टूल टिप केंद्र रेखा से थोड़ा ऊपर होता है।चेहरे का घूमनाअधिक विशेष है, उपकरण को अक्षीय दिशा में चलने में सक्षम होना चाहिए, और उपकरण का पिछला त्रिज्या मशीनीकृत होने वाले त्रिज्या से मेल खाना चाहिए।चेहरे का घूमनासबसे अच्छा मशीनिंग प्रभाव तब प्राप्त होता है जब टूल टिप केंद्र रेखा से थोड़ा ऊपर होता है।

मेँ कोईग्रूविंग प्रक्रियामशीनिंग केंद्र के मॉडल डिजाइन और तकनीकी स्थितियां भी बुनियादी कारक हैं जिन पर विचार करने की आवश्यकता है। मशीनिंग केंद्र के लिए मुख्य प्रदर्शन आवश्यकताओं में शामिल हैं: पर्याप्त मशीनिंग शक्ति होना, यह सुनिश्चित करने के लिए एक उच्च गति वाला स्पिंडल होना कि उपकरण सही गति सीमा के भीतर चलता है, और गति कम या हिलेगा नहीं; आवश्यक काटने की प्रक्रिया को पूरा करने के लिए पर्याप्त कठोरता होना, और वर्कपीस की सतह फिनिश को नुकसान पहुंचाने के लिए कंपन नहीं करना; चिप हटाने में सहायता के लिए पर्याप्त उच्च शीतलक दबाव और प्रवाह होना। स्पिंडल सेंटर वॉटर डिस्चार्ज का कार्यात्मक डिज़ाइन इस प्रसंस्करण आवश्यकता को पूरा कर सकता है।
वास्तव में, प्रोग्राम डिज़ाइन और प्रोसेसिंग के मामले में ग्रूविंग मुश्किल नहीं है। जो जटिल है वह वर्कपीस का अनियमित आकार और उसके बाद होने वाली निरंतर डिबगिंग है।ग्रूविंग प्रक्रियाप्रसंस्करण विधियों में अंतर को उपकरणों के उचित चयन में लागू करके कुशलतापूर्वक पूरा किया जा सकता है।